Anyagok ultrahangos vágása
 Az ultrahangos vágás elve teljesen eltér a hagyományos anyagvágási technológiáktól. Az első esetben használjuk ultrahang energiaamely nem igényli a szerszám vágóéleinek élezését és nagy erők kifejtését.
Az ultrahangos vágás elve teljesen eltér a hagyományos anyagvágási technológiáktól. Az első esetben használjuk ultrahang energiaamely nem igényli a szerszám vágóéleinek élezését és nagy erők kifejtését.
A mechanikus vágással ellentétben az ultrahangos vágásban nincsenek forgácsok, zajok, égett élek, mint a lézeres vagy egyéb hőkezelés, nincsenek gőzök vagy gázok. A vízsugaras vágáshoz képest nincs nedvesség behatolása az anyagba. A vágás költségeit tekintve az ultrahangos vágás a lézeres és vízi vágás alternatívája.
A vágócsúcs ultrahangosan vibrál, ami nagyon csekély súrlódást okoz és a vágóanyag nem tapad, ami különösen fontos viszkózus és rugalmas anyagok, fagyasztott élelmiszerek, gumi és egyéb nyomás alatt nem vágható anyagok esetén.
Az ultrahanghullámokat az ember nem hallja. Az ultrahangos vágókés hosszanti irányban 10-70 µm amplitúdóval rezeg. A rezgés mikroszkopikus, így nem látható. A mozgás másodpercenként 20 000-40 000-szer ismétlődik (20-40 kHz frekvencia).
Az alacsonyabb frekvenciájú ultrahang készülékek nagyobb tömeggel és nagyobb teljesítményűek. Alacsonyabb frekvenciákon is nagyobb amplitúdó érhető el. A 20 kHz-es frekvenciájú gépek alkalmasabbak vastag és erős anyagok vágására.
Az ilyen eszközök hátránya, hogy az ultrahang frekvenciája közel van a hallható tartományhoz, és működés közben zajcsökkentő intézkedésekre lehet szükség.
A 35 kHz-es készülékek alkalmasabbak vékonyabb anyagok, például fólia, műbőr és textíliák, valamint összetett formák megmunkálására. Ugyanakkor a gépek némák működés közben.

Alkalmazási példák ultrahangos vágáshoz
Az ultrahangos vágókészülékek ultrahangos jelátalakítóból, agycsúcsból, késből és tápegységből állnak. Ultrahangos átalakítót használnak az elektromos energia mechanikai (ultrahangos) energiává alakítására.
Jelenleg az elektrostrikciót szinte univerzálisan alkalmazzák – a hatás éppen az ellenkezője piezoelektromos… Ez azt jelenti, hogy az ultrahangot generáló kerámia- vagy kvarclemezen váltakozó elektromos feszültséget kapcsolnak a jelátalakítóra. Az akusztikus koncentrátor növeli a kimenő rezgések amplitúdóját a vágási területen.
Az anyagot ultrahangos energia lágyítja és vágja, a kés penge pedig egyszerűen a vágás pozicionálását és az ultrahang energia kibocsátását tölti be. A vágási erők körülbelül 75%-kal csökkennek, és a vágási folyamat termelékenysége jelentősen megnő a többi vágási módszerhez képest.
A csiszolóanyagok a vágás hatékonyságának növelésére használhatók.
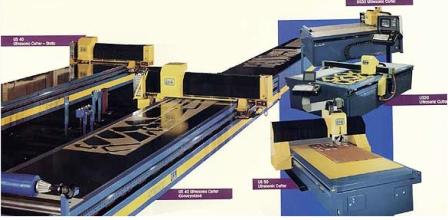
Ultrahangos vágógépek
A vágási sebesség a megmunkálandó anyagtól függ, és általában a következő arány határozza meg: V = 4 * X * e, ahol X a maximális rezgésamplitúdó, m, e az ultrahang frekvencia, Hz.
Így 12 mikronos amplitúdóval és 35 kHz frekvenciával a vágási sebesség: 4 * 0,000012 * 35000 = 1,68 m / s.
Mint más technológiákból (például mechanikus forgácsolásnál) ismeretes, a vágási sebesség növekedésével nemcsak a forgácsolóerők, hanem a vágószerszám pengéjének kopása is csökken, ezért a keményfém pengék is ajánlottak ultrahangos vágás. A keményfém pengék tartóssága elérheti a 20 000 m-t vagy azt is.

Kézi ultrahangos vágókészülék
Az ultrahangos vágás alkalmas olyan anyagokhoz, mint a gumi, PVC, nyomtatott áramköri lapok, fóliák, kompozitok, műanyagok, mindenféle papír, szövet, szőnyeg, bőr, élelmiszer (fagyasztott hús, cukorka, kenyér, csokoládé stb.), vékony film és méhsejtből készült anyagok, kövületek tisztítására, rozsda és festék eltávolítására, fém gravírozására és faragására, fém jelölésére.
Az ultrahangos vágás kézi üzemmódban és automatizált berendezések és robotok segítségével is elvégezhető, a méhanyagok 3D-s vágására is vannak modellek.