Nagyfrekvenciás villanymotorok
 Kis lyukak csiszolásakor nagyon nagy csiszolóorsó-fordulatszám szükséges a megfelelő vágási sebesség eléréséhez. Tehát, ha 5 mm átmérőjű lyukakat 3 mm átmérőjű körrel csak 30 m / s sebességgel csiszolnak, az orsó forgási sebességének 200 000 ford./percnek kell lennie.
Kis lyukak csiszolásakor nagyon nagy csiszolóorsó-fordulatszám szükséges a megfelelő vágási sebesség eléréséhez. Tehát, ha 5 mm átmérőjű lyukakat 3 mm átmérőjű körrel csak 30 m / s sebességgel csiszolnak, az orsó forgási sebességének 200 000 ford./percnek kell lennie.
A szíjhajtás sebességének növelésére való alkalmazást a szíj megengedett legnagyobb fordulatszáma korlátozza. A szíjakkal hajtott orsók forgási sebessége általában nem haladja meg a 10 000 fordulatot percenként, és a szíjak megcsúsznak, gyorsan meghibásodnak (150-300 óra után), és működés közben vibrációt keltenek.
A nagy sebességű pneumatikus kerekek szintén nem mindig alkalmasak mechanikai jellemzőik igen jelentős puhasága miatt.
A nagy sebességű orsók létrehozásának problémája különösen fontos a golyóscsapágyak gyártásánál, ahol jó minőségű belső és horonycsiszolásra van szükség. E tekintetben a szerszámgép- és golyóscsapágy-iparban számos úgynevezett elektroorsó-modellt használnak 12 000-50 000 ford./perc vagy ennél nagyobb fordulatszámmal.
Az elektromos orsó (1. ábra) egy háromorrú csiszoló orsó, beépített nagyfrekvenciás mókuskalitkás motorral. A motor forgórésze az orsó köszörűkoronggal szemközti végén lévő két sarkantyú között helyezkedik el.
Ritkábban használják a két vagy négy támasztékos szerkezeteket. Ez utóbbi esetben a motor tengelye tengelykapcsoló segítségével kapcsolódik az orsóhoz.
Az orsómotor állórésze elektromos acéllemezből van összeállítva. Bipoláris tekercs van rajta. A 30-50 ezer fordulat/perc fordulatszámú motor forgórésze szintén fémlemezből van tárcsázva, és hagyományos zárlati tekercseléssel van ellátva. A lehető legnagyobb mértékben csökkentik a rotor átmérőjét.
50 000 ford./perc feletti fordulatszámon a jelentős veszteségek miatt az állórész burkolattal van felszerelve az áramló víz hűtésével. Az ilyen fordulatszámon történő működésre tervezett motorok forgórészei tömör acélhenger formájában készülnek.
A csapágy típusának megválasztása különösen fontos az elektroorsók működése szempontjából. A megnövelt pontosságú gömbcsapágyakat -50 000 ford./perc fordulatszámig használják.Az ilyen csapágyak maximális hézaga nem lehet több, mint 30 mikron, ami megfelelő feltöltéssel érhető el. A csapágyak kalibrált rugók segítségével létrehozott előfeszítéssel működnek. Nagy körültekintéssel kell eljárni a golyóscsapágy előfeszítő rugók kalibrálásakor és illeszkedésük kiválasztásánál.
50 000 fordulat/perc feletti fordulatszámon a csapágyak kielégítően működnek, ha intenzíven hűtik őket egy speciális szivattyúval szállított munkaolajjal. Néha a kenőanyagot permetezett állapotban szállítják.
A nagyfrekvenciás, 100 000-es fordulatszámú elektroorsók szintén aerodinamikus csapágyakra (légkenésű csapágyakra) épülnek.
A nagyfrekvenciás villanymotorok gyártása megköveteli az egyes alkatrészek nagyon precíz gyártását, a forgórész dinamikus kiegyensúlyozását, a precíz összeszerelést és az állórész és a forgórész közötti hézag szigorú egyenletességének biztosítását.
A fentiekhez kapcsolódóan az elektromos orsók gyártása speciális műszaki feltételek szerint történik.
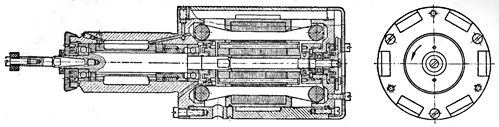
Ábra. 1. Nagyfrekvenciás elektromos csiszolóorsó.
A nagyfrekvenciás motorok hatásfoka viszonylag kicsi. Ennek oka a megnövekedett acélveszteségek és a csapágyak súrlódási veszteségei.
A nagyfrekvenciás villanymotorok mérete és tömege viszonylag kicsi.

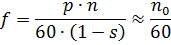
Rizs. 2. Modern nagyfrekvenciás elektromos orsó
Az elektromos orsók használata szíjhajtások helyett a golyóscsapágyak gyártásában legalább 15-20%-kal növeli a belső csiszológépek munkatermelékenységét, és élesen csökkenti az elutasításokat a kúpos, az ovális és a felületi tisztaság terén. A csiszolóorsók tartóssága 5-10-szeresére vagy még többre nő.
Az 1 mm-nél kisebb átmérőjű lyukak fúrásához nagy sebességű orsók alkalmazása is nagy érdeklődésre tart számot.
A nagyfrekvenciás villanymotort tápláló áram frekvenciáját a villanymotor szükséges n fordulatszámától függően választjuk ki a képlet szerint
mivel p = 1.
Tehát az elektromos orsók 12 000 és 120 000 ford./perc forgási sebességénél 200 és 2000 Hz-es frekvenciák szükségesek.
Korábban speciális nagyfrekvenciás generátorokat használtak a nagyfrekvenciás motorok táplálására.Most ezekre a célokra statikus frekvenciaváltókat használnak a nagy sebességű térhatású tranzisztorokon.
ábrán. A 3. ábra egy hazai gyártású, háromfázisú szinkron indukciós generátort (GIS-1 típus) mutat. Amint az a rajzon látható, egy ilyen generátor állórészén széles és keskeny hornyok vannak. A terepi tekercs, amelynek tekercsei az állórész széles réseiben helyezkednek el, egyenárammal vannak ellátva. Ezeknek a tekercseknek a mágneses tere az állórész fogain és a forgórész nyúlványain keresztül van bezárva, amint az az 1. ábrán látható. 3 pontozott vonallal.
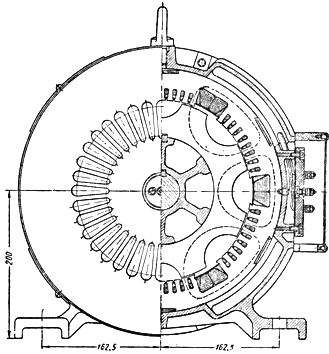
Rizs. 3. Indukciós áramgenerátor megnövelt frekvenciával.
A forgórész forgásakor a forgórész nyúlványai mentén mozgó mágneses tér keresztezi az állórész keskeny réseiben elhelyezkedő váltóáramú tekercs meneteit, és váltakozó e-t indukál. stb. c) Ennek gyakorisága e. stb. c) függ a forgási sebességtől és a rotorfülek számától. Az azonos fluxus által a terepi tekercsekben kiváltott elektromotoros erők kioltják egymást a tekercsek közelgő aktiválása miatt.
A gerjesztő tekercs táplálása a váltakozó áramú hálózatra csatlakoztatott szelén egyenirányítón keresztül történik. Mind az állórész, mind a forgórész acéllemezből készült mágneses maggal rendelkezik.
A leírt kialakítású generátorokat 1,5 névleges teljesítménnyel gyártják; 3 és 6 kW, valamint 400, 600, 800 és 1200 Hz-es frekvenciákon. A szinkron generátorok névleges fordulatszáma 3000 ford./perc.