A vezetékek összekötése és elágazása csavarással
 A vezetékek csavarással történő csatlakoztatásának módja egyszerű megvalósítani, de a csatlakozás utólagos forrasztását igényli. Csavarva a vezetékeknek kevés érintkezési pontja van, és amikor az áram áthalad a csatlakozáson, az érintkező túlmelegszik, ami tüzet okozhat. Ezért a vezetékek forrasztás nélküli csavarással történő csatlakoztatása nem megengedett. A forrasztás biztosítja az elektromos érintkezés megbízhatóságát és a szükséges mechanikai szilárdságot.
A vezetékek csavarással történő csatlakoztatásának módja egyszerű megvalósítani, de a csatlakozás utólagos forrasztását igényli. Csavarva a vezetékeknek kevés érintkezési pontja van, és amikor az áram áthalad a csatlakozáson, az érintkező túlmelegszik, ami tüzet okozhat. Ezért a vezetékek forrasztás nélküli csavarással történő csatlakoztatása nem megengedett. A forrasztás biztosítja az elektromos érintkezés megbízhatóságát és a szükséges mechanikai szilárdságot.
kapok kiváló minőségű forrasztás ki kell választani a megfelelő forrasztást, eltávolítani az oxidfilmet a csatlakoztatott érintkező felületekről. A réz csatlakoztatásakor az oxidfilmet eltávolítják a forrasztás előtt, és az alumíniumhuzalok csatlakoztatásakor - a forrasztási folyamat során.
A forrasztási pont fűtési hőmérsékletének 30-50 °C-kal magasabbnak kell lennie, mint a forrasztóanyag és a folyasztószer olvadási hőmérséklete. Az alacsony hőmérséklet az úgynevezett „hidegforrasztást” eredményezi, amely alacsony mechanikai szilárdságú és megbízhatatlan elektromos érintkezést hoz létre.
A forrasztópáka forrasztáskor nem szabad túlmelegedni.Ilyenkor a gyanta égni kezd, és ahelyett, hogy megtisztítaná a felületet, beszennyezi azt. A szigetelés sérülésének elkerülése érdekében a mag egy 2-3 mm hosszú szakaszát vágás előtt nem ónozzuk.
Az alumíniumhuzalok forrasztásának és hegesztésének sajátossága, hogy a forrasztás során az oxidfilmet a csatlakoztatott huzalok felületéről mechanikusan, olvadt forrasztóréteg alatt vagy kémiai úton távolítják el – speciális folyasztószerekkel, amelyek bizonyos pontokon roncsolják az oxidréteget. hőfok. A forrasztás végén óvatosan eltávolítják a folyasztószer maradványait, mivel ezek az érintkező megszakadását okozhatják.
Az alumíniumhuzalok párás levegőben történő forrasztása nem ajánlott az esetleges korrózió miatt. A forrasztási pontokat védőburkolatok védik a nedvességtől.
A PR, PRVD, PRD egy- és többerű rézhuzalok csatlakoztatását és leágazását a tekercsek és szigetelők nyitott huzalozásában használják. Ezt a módszert alkalmazzák a PPV lapos vezetős elektromos vezetékeknél is, ha a csatlakozódobozokon nincs érintkezőbilincses betét.
A huzalozási módszereket az 1. ábra mutatja.
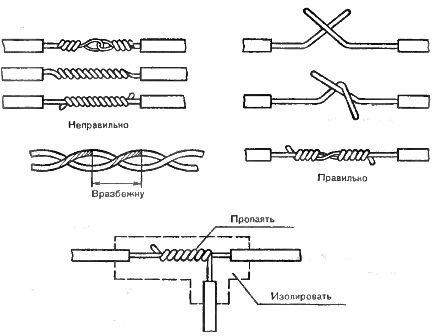
Rizs. 1. A vezetékek csavarással történő összekötésének és elágazásának módjai
Két darab vezeték csatlakoztatásához szorosan meg kell csavarni az áramvezető vezetékek vezetékeit, és keresztezni kell a vezetékeket. A bal oldali huzal végét 6-8 fordulattal a jobb körül, a jobb oldali vezeték végét szintén 6-8 fordulattal a bal oldalon, de a másik irányba.
A csavart kötéseknek legalább 10-15 átmérőjűnek kell lenniük az összekötő vezetékekből. A csatlakozásokat POS-3O vagy POS-40 forraszanyaggal forrasztott fogóval préseljük.A forrasztott csavar a csatlakozás teljes hosszában szigetelt, a vezetékek tisztítatlan szigetelésének kötelező rögzítésével. Két csavart vezeték egymáshoz csatlakoztatása véletlenszerűen történik.
Az alumínium forrasztása A forrasztópákával történik. Ha más forrasztóanyagot használnak, akkor fújópisztolyt kell használni. Az A forrasztóanyag korrózióálló, kényelmes forrasztáshoz és ónozáshoz. Az alumínium oxidfilmje mechanikusan tönkremegy, amikor egy huzalt forrasztással dörzsölnek, így a forrasztáskor nincs szükség folyósításra.
2,5-10 mm2 keresztmetszetű egyvezetékes alumínium vezetékek forrasztásakor a csatlakozást és az elágazást hornyos dupla csavarás formájában kell elvégezni. A szigetelést eltávolítják a magokról, fémes fényűvé csiszolják, dupla csavarással átlapolják, hogy a magok találkozásánál egy horony alakuljon ki.
A csatlakozást fúvóval vagy forrasztópákával addig melegítik, ahol a hajtás olvadni kezd. Az A forrasztópákával erősen dörzsölje az egyik oldalon a hornyot. A súrlódás hatására a fólia leválik, és a horony megtelik forraszanyaggal. Hasonlóképpen, a másik oldalon lévő horony forraszanyaggal van kitöltve. Lehűlés után a csavart vegyületet izoláljuk.