Elektromos hajtások CNC gépekhez
 A modern többfunkciós fémvágó gépek és ipari robotok többmotoros elektromos hajtásokkal vannak felszerelve, amelyek több koordinátatengely mentén mozgatják a végrehajtó szerveket (1. ábra).
A modern többfunkciós fémvágó gépek és ipari robotok többmotoros elektromos hajtásokkal vannak felszerelve, amelyek több koordinátatengely mentén mozgatják a végrehajtó szerveket (1. ábra).
A CNC gép működésének vezérlése szabványos rendszerekkel történik, amelyek egy digitális formában meghatározott program szerint generálnak parancsokat. A programozható CPU magot alkotó nagy teljesítményű mikrokontrollerek és egylapkás mikroszámítógépek létrehozása lehetővé tette segítségükkel számos geometriai és technológiai művelet automatikus végrehajtását, valamint az elektromos hajtásrendszer közvetlen digitális vezérlését, ill. elektro-automatizálás.
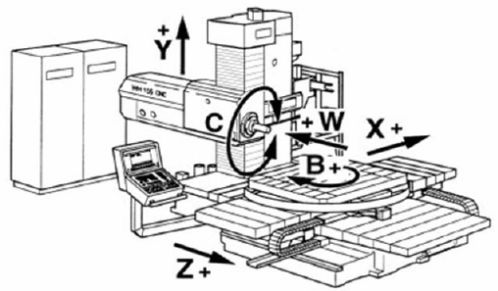
Rizs. 1. CNC marógép hajtásrendszere
A CNC gépek elektromos hajtásainak típusai és követelményei
A fémvágás folyamata a megmunkálandó alkatrész és a vágószerszám pengéjének kölcsönös mozgásával történik.Az elektromos hajtások a fémvágó gépek részét képezik, amelyeket a fémmegmunkálási folyamatok CNC rendszeren keresztül történő végrehajtására és szabályozására terveztek.
A feldolgozás során szokás elkülöníteni a szerszám és a munkadarab kölcsönös mozgása során az irányított forgácsolási folyamatokat biztosító főmozgásokat, valamint a berendezés automatikus működését elősegítő segédmozgásokat (figyelőszerszámok megközelítése és kivonása, szerszámcsere ill. stb.).
A főbbek közé tartozik a legnagyobb sebességgel és teljesítménnyel rendelkező fő vágómozgás, amely biztosítja] a szükséges forgácsolóerőt, valamint az előtolás, amely a munkatest adott sebességű térbeli pályán történő mozgatásához szükséges. A termék adott alakú felületének megszerzéséhez a gép munkatestei azt mondják a munkadarabnak és a szerszámnak, hogy beállított sebességgel és erővel mozgassa a kívánt pályát. Az elektromos hajtások forgó és transzlációs mozgásokat adnak a munkatesteknek, melyek kombinációi a gépek kinematikai szerkezetén keresztül biztosítják a szükséges kölcsönös elmozdulásokat.
A fémmegmunkáló gép célja és típusa nagyban függ a gyártott alkatrész (test, tengely, tárcsa) alakjától. A többfunkciós gép azon képességét, hogy a megmunkálás során szükséges szerszám- és munkadarab-mozgásokat generálja, a koordinátatengelyek száma, így az egymással összekapcsolt elektromos hajtások száma és a vezérlőrendszer felépítése határozza meg.
Jelenleg a hajtások főként megbízható alapján történnek AC motorok frekvenciaszabályozássaldigitális szabályozók végzik.A különböző típusú elektromos hajtások tipikus ipari modulok felhasználásával valósulnak meg (2. ábra).
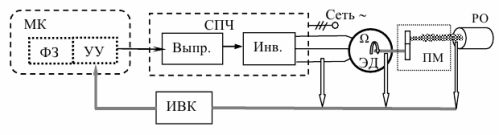
Rizs. 2. Elektromos hajtás tipikus működési diagramja
Az elektromos hajtásblokkok minimális összetétele a következő funkcionális blokkokból áll:
-
végrehajtó villanymotor (ED);
-
frekvenciaváltó (HRC), amely az ipari hálózat elektromos teljesítményét a szükséges amplitúdójú és frekvenciájú háromfázisú motortápfeszültséggé alakítja;
-
egy mikrokontroller (MC), amely a vezérlőegység (CU) és a feladatgenerátor (FZ) funkcióit látja el.
A teljesítmény-frekvencia-átalakító ipari egysége egy egyenirányítót és egy teljesítmény-átalakítót tartalmaz, amelyek szinuszos feszültséget generálnak a szükséges paraméterekkel, amelyeket a vezérlőkészülék jelei határoznak meg a kimeneti PWM kapcsoló mikroprocesszoros vezérlésével.
Az elektromos hajtás működését vezérlő algoritmust a mikrokontroller a feladatgenerátor jeleinek és az információs-számítási komplexumból (IVC) kapott adatok feldolgozása és elemzése alapján kapott adatok összevetésével kapott parancsok generálásával valósítja meg. szenzorokból származó jelek.
Az elektromos erőgép hajtás a legtöbb alkalmazásban egy indukciós villanymotort tartalmaz mókuskalitkás forgórész tekercseléssel és egy sebességváltóval, amely a forgás mechanikus átvitelét a gép orsója felé biztosítja. A sebességváltót gyakran elektromechanikus távoli sebességváltóval szerelték fel.A főmozgás elektromos hajtása bizonyos fordulatszámon biztosítja a szükséges forgácsolóerőt, ezért a sebességszabályozás célja az állandó teljesítmény fenntartása.
A forgási sebesség szabályozás szükséges tartománya a feldolgozott termékek átmérőjétől, azok anyagától és sok más tényezőtől függ. A modern automatizált CNC gépekben a főhajtás összetett funkciókat lát el, amelyek a menetvágáshoz, a különböző átmérőjű alkatrészek megmunkálásához és még sok máshoz kapcsolódnak. Ez azt jelenti, hogy nagyon széles fordulatszám-szabályozási tartományt kell biztosítani, valamint megfordítható hajtást kell használni. A többfunkciós gépeknél a szükséges fordulatszám-tartomány több ezer vagy több is lehet.
Az adagolókban is nagyon nagy fordulatszám-tartományok szükségesek. Tehát a kontúrmarásnál elméletileg végtelen sebességtartománnyal kell rendelkeznie, mivel a minimális érték bizonyos pontokon nullára hajlik. Gyakran előfordul, hogy a munkatestek gyors mozgatását a feldolgozási területen egy adagoló is végzi, ami nagymértékben megnöveli a fordulatszám változási tartományát és bonyolítja a hajtásvezérlő rendszereket.
Az adagolókban szinkronmotorokat és érintésmentes egyenáramú motorokat, valamint egyes esetekben aszinkron motorokat használnak. A következő alapvető követelmények vonatkoznak rájuk:
-
széles körű sebességszabályozás;
-
nagy végsebesség;
-
nagy túlterhelési kapacitás;
-
nagy teljesítmény gyorsításkor és lassításkor pozicionálási módban;
-
nagy pozicionálási pontosság.
A hajtás jellemzőinek stabilitását terhelésingadozások, környezeti hőmérséklet, tápfeszültség és sok egyéb ok hatására is garantálni kell. Ezt elősegíti a racionális adaptív automatikus vezérlőrendszer kifejlesztése.

A gép meghajtásának mechanikus része
A hajtás mechanikus része lehet egy összetett kinematikai szerkezet, amely sok különböző sebességgel forgó alkatrészt tartalmaz. Általában a következő elemeket különböztetjük meg:
-
elektromos motor forgórésze, amely nyomatékot hoz létre (forgó vagy fékezés);
-
mechanikus erőátvitel, t, s. a mozgás jellegét meghatározó (forgó, transzlációs) és a mozgás sebességét megváltoztató rendszer (reduktor);
-
a mozgás energiáját hasznos munkává alakító működő test.
A fémvágó gép fő mozgásának aszinkron hajtáskövetése
A CNC fémmegmunkáló gépek főmozgásának korszerű, állítható elektromos hajtása elsősorban kalitkás forgórész tekercselésű aszinkron motorokra épül, amit számos tényező elősegített, ezek közül kiemelendő az elemi információs bázis fejlesztése, ill. teljesítmény elektronika.
A váltakozó áramú motorok üzemmódjainak szabályozása a tápfeszültség frekvenciájának átalakításával történik, amely a frekvenciaszabályozással együtt más paramétereket is megváltoztat.
A nyomkövető elektromos hajtás jellemzői nagymértékben függenek a beépített ACS hatékonyságától.A nagy teljesítményű mikrokontrollerek alkalmazása széles lehetőségeket kínált az elektromos hajtásvezérlő rendszerek megszervezésére.
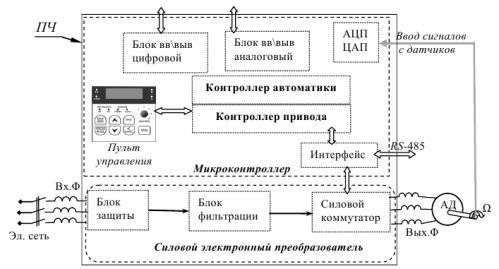
Rizs. 3. Az indukciós motor tipikus vezérlési felépítése frekvenciaváltó segítségével
A hajtásvezérlő számsorokat generál az elektromos motor működését szabályozó tápkapcsolóhoz. Az automatizálási vezérlő biztosítja a szükséges jellemzőket az indítási és leállítási módokban, valamint a berendezés automatikus beállítását és védelmét.
A számítástechnikai rendszer hardveres része tartalmazza még: - analóg-digitális és digitális-analóg átalakítókat az érzékelőktől érkező jelek bevitelére és működésük vezérlésére;
-
bemeneti és kimeneti modulok analóg és digitális jelekhez, interfész-berendezéssel és kábelcsatlakozókkal;
-
interfész blokkok, amelyek belső modulok közötti adatátvitelt és kommunikációt végeznek külső berendezésekkel.
A frekvenciaváltó nagyszámú beállítása, amelyet a fejlesztő vezet be, figyelembe véve az adott villanymotor részletes adatait, bizonyos vezérlési eljárásokat biztosít, amelyek között meg lehet jegyezni:
-
több fokozatú sebességszabályozás,
-
felső és alsó frekvencia határ,
-
nyomaték határ,
-
fékezés az egyik motorfázis egyenárammal való ellátásával,
-
túlterhelés elleni védelem, de túlterhelés és túlmelegedés esetén energiatakarékos üzemmódot biztosít.
Érintkezés nélküli egyenáramú motorokon alapuló hajtás
A szerszámgépek meghajtói magas követelményeket támasztanak a fordulatszám-szabályozás tartományával, a szabályozási karakterisztikák linearitásával és a fordulatszámmal szemben, mivel ezek határozzák meg a szerszám és az alkatrész egymáshoz viszonyított pozicionálásának pontosságát, valamint mozgásuk sebességét.
A teljesítményhajtásokat főként egyenáramú motorok alapján valósították meg, amelyek rendelkeznek a szükséges vezérlési jellemzőkkel, ugyanakkor a mechanikus kefekollektor jelenléte alacsony megbízhatósággal, a karbantartás bonyolultságával és az elektromágneses interferencia magas szintjével járt.
A teljesítményelektronika és a digitális számítástechnikai technológiák fejlődése hozzájárult ahhoz, hogy az elektromos hajtásokban érintkezésmentes egyenáramú motorokkal helyettesítették őket, ami lehetővé tette a szerszámgépek energetikai jellemzőinek javítását és megbízhatóságának növelését. Az érintés nélküli motorok azonban viszonylag drágák a vezérlőrendszer összetettsége miatt.
De a kefe nélküli motor működési elve egy egyenáramú elektromos gép, mágneses induktorral a forgórészen és armatúra tekercsekkel az állórészen. Az állórész tekercseinek számát és a forgórész mágneseinek pólusainak számát a motor szükséges jellemzőitől függően választják ki. Ezek növelése javítja a vezetést és a kezelhetőséget, de összetettebb motortervet eredményez.
Fémforgácsoló gépek meghajtásánál főként három armatúra tekercselésű szerkezetet használnak, amely több összefüggő szakaszból készül, és több póluspárral rendelkező állandó mágnesekből álló gerjesztőrendszert (4. ábra).
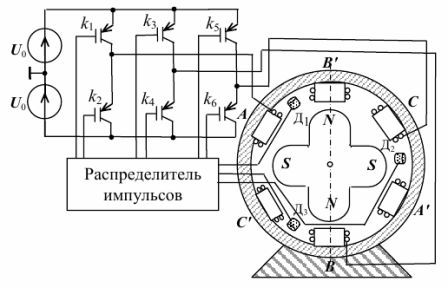
Rizs. 4. Érintkezés nélküli egyenáramú motor működési diagramja
A forgatónyomaték az állórész tekercseiben fellépő áramok és a forgórész állandó mágnesei által létrehozott mágneses fluxusok kölcsönhatása miatt jön létre. Az elektromágneses nyomaték állandó irányát az állórész tekercseire egyenárammal táplált megfelelő kommutáció biztosítja. Az állórész tekercseinek az U forráshoz való csatlakoztatásának sorrendjét teljesítmény-félvezető kapcsolók végzik, amelyek az impulzuselosztó jelei hatására kapcsolnak be, amikor feszültséget adnak a forgórész helyzetérzékelőitől.
Az érintésmentes egyenáramú motorok elektromos meghajtásának üzemmódjainak szabályozása során a következő, egymással összefüggő kérdéseket különböztetjük meg:
-
algoritmusok, módszerek és eszközök kidolgozása elektromechanikus átalakító vezérlésére a méréshez rendelkezésre álló fizikai mennyiségek befolyásolásával;
-
automatikus hajtásvezérlő rendszer létrehozása az automatikus vezérlés elméletének és módszereinek felhasználásával.
Léptetőmotoron alapuló elektrohidraulikus hajtás
A modern szerszámgépekben félig elterjedtek a közös elektrohidraulikus hajtások (EGD), amelyeknél az elektronikus CNC rendszerből érkező diszkrét elektromos jeleket szinkron villanymotorok alakítják át tengelyforgássá. A CNC rendszer hajtásvezérlőjének (CP) az elektromos motortól (EM) érkező jelei hatására kialakuló nyomaték a mechanikus sebességváltón (MP) keresztül a végrehajtó szervhez (IO) csatlakoztatott hidraulikus erősítő bemeneti értéke. a szerszámgép (5. ábra).

Rizs. 5. Az elektrohidraulikus hajtás működési vázlata
A villanymotor forgórészének szabályozott forgása a bemeneti transzformáció (VP) és a hidraulika szelep (GR) segítségével a hidraulikus motor tengelyének (GM) forgását okozza. A hidraulikus erősítő paramétereinek stabilizálása érdekében általában belső visszacsatolást alkalmaznak.
A start-stop mozgásjellegű vagy folyamatos mozgású mechanizmusok elektromos hajtásaiban a léptetőmotorok (SM) találtak alkalmazást, amelyeket a szinkron villanymotorok közé sorolnak. Az impulzusgerjesztésű léptetőmotorok a legalkalmasabbak a CNC vezérlésben használt közvetlen digitális vezérléshez.
A rotor szakaszos (lépcsős) mozgása bizonyos forgásszögben minden impulzushoz lehetővé teszi, hogy kellően nagy pozicionálási pontosságot érjünk el, nagyon nagy sebesség-tartományban, majdnem nullától.
Ha léptetőmotort használ egy elektromos hajtásban, akkor azt egy logikai vezérlőt és egy kapcsolót tartalmazó eszköz vezérli (6. ábra).

Rizs. 6. Léptetőmotor-vezérlő berendezés
Az nchannel Selection vezérlőparancs hatására a CNC hajtásvezérlő digitális jeleket generál a teljesítménytranzisztoros kapcsoló vezérléséhez, amely a kívánt sorrendben az egyenfeszültséget az állórész tekercseléséhez köti. Az α = π / p szögeltolódás kis értékeinek egy lépésben történő eléréséhez nagyszámú p póluspárral rendelkező állandó mágnest helyeznek a rotorra.