Az elektromos berendezések működésének ciklogramjai a diagramokon
 A fémvágó gépek és berendezések blokkjainak és egyes eszközeinek működési elvére vonatkozó teljesebb információk érdekében a sematikus kapcsolási rajzot gyakran cikogrammokkal egészítik ki.
A fémvágó gépek és berendezések blokkjainak és egyes eszközeinek működési elvére vonatkozó teljesebb információk érdekében a sematikus kapcsolási rajzot gyakran cikogrammokkal egészítik ki.
Ciklogram — ciklikus diagram, egy ciklikus folyamat grafikus ábrázolása.
Az elektromos berendezések működésének ciklogramjai (taktogramjai) az elektromos motorok és vezérlőberendezések beépítési sorrendjének és időtartamának magyarázatára és meghatározására szolgálnak. Szükségesek az elektromos motorok és a vezérlőberendezések mechanizmusok ciklusaiba való bevonásának sorrendjének és időtartamának tisztázásához és meghatározásához.
Fontos, hogy az automatikus munkaciklusokkal és nagyszámú vezérlőberendezéssel rendelkező mechanizmusok cikogramjai legyenek. A ciklogramok általában mozgáskapcsolókat, nyomáskapcsolókat, elektromágneseket és egyéb vezérlő- és végrehajtó eszközöket vagy elektromos motorokat mutatnak.
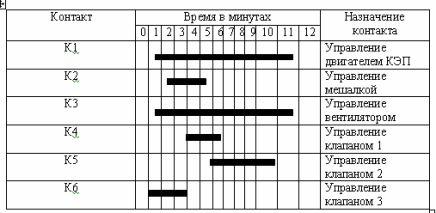
Rizs. 1. Példa cikogramra
A cikogramok rajzolásának két fő módja van: táblázatos és grafikus.A táblázatos módszert általában a hidraulikus vagy pneumatikus-elektromos vezérlőelemek működésének magyarázatára használják.
A cikogramok táblázatos módszerrel történő összeállításakor a következő konvenciókat kell betartani:
a) a «+» jel a készülék kényszerállapotát jelenti.
Ez az állapot lenyomott végálláskapcsoló csapnak, mágnesszelep orsódugattyúnak vagy feszültség alatt lévő mágnesszelepnek felel meg.
Az ön-helyreállító eszközök csak akkor lesznek kényszerállapotban, ha a bemeneti teljesítményt (jeleket) rájuk kapcsolják;
b) a «-» jel a berendezés szabad állapotának jelzésére szolgál, ami lekapcsolt elektromágneseknek, feszültségmentesített menetkapcsolóknak, hidraulikus vagy pneumatikus rugók dugattyúinak felel meg;
c) abban az esetben, ha a vezérlőelemek kettőnél több stabil állapotúak, a ciklogramot betűjelekkel egészítjük ki: H – az orsó alsó helyzete, B – felső; L – bal; P – jobb; C — átlagos stb.
ábrán. A 2. ábra azt mutatja, hogy a ciklogram hogyan van táblázatba foglalva az eszterga tárgylemezeihez (másolás és jelölés).
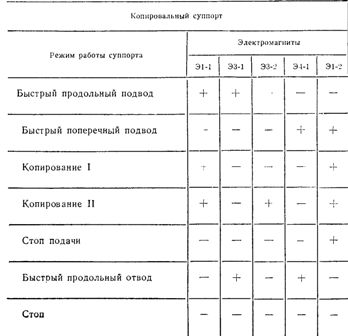
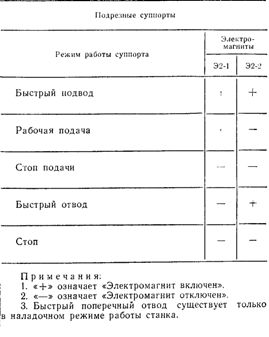
Rizs. 2. Hidraulikus elektromos hajtások működési ciklogramja
A cikogramok rajzolásának táblázatos módszerétől eltérően a grafikus módszer nemcsak a hidro- és pneumoelektromos és parancsnoki berendezések állapotának meghatározását teszi lehetővé, hanem a mechanizmusban szereplő összes típusú mechanizmus állapotát és működését is, a megtervezendő elektromos berendezéseket. Az ilyen ciklogramoknak vizuálisnak, könnyen rajzolhatónak és érthetően olvashatónak kell lenniük, valamint teljes mértékben jellemezniük kell a gyártási mechanizmus összes összetevőjének működését.
A tervezés során leggyakrabban az „úton” ciklogramokat, az időciklogramokat és a mechanizmusok működési sorrendjének szekvenciadiagramjait használják.
A ciklogram típusának megválasztását a tervezett objektum ciklusának összetettsége határozza meg.
Az "úton" lévő ciklogramok a legegyszerűbbek, csak a mechanizmusok különböző működési ciklusainak technológiai átmeneteit és a parancsnoki és végrehajtó eszközök kijelöléséhez szükséges helyek elhelyezését veszik figyelembe. Ez a ciklogram pontos képet ad a gép teljesítményéről.
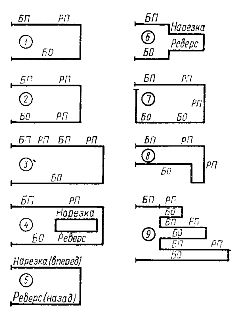
Rizs. 3. A legegyszerűbb diagram a szerszámgép szekvenciájáról „úton”: BP — gyors megközelítés: RP — munkatakarmány, BO — gyors betakarítás, 1 — 9 — az állomány technológiai átmenetei.
A betöltő eszköz és a toll „útvonala” munkaciklogramja lehetővé teszi a párhuzamos folyamatok előrehaladásának és a vezérlőeszközök állapotának felmérését, amelyek biztosítják a megfelelő kapcsolókat végrehajtó mechanizmusok és végrehajtó eszközök működését. rakodó eszköz.
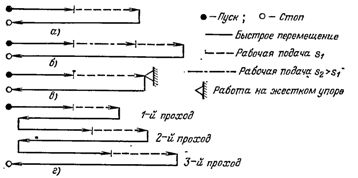
Rizs. 4. Moduláris fémvágó gépek erőfejeinek mozgási ciklusainak diagramja.
A cikogramok magyarázata:
A vágószerszámokkal ellátott adagolófej először gyorsan megközelíti a munkadarabot, majd a mozgási sebesség csökken, és munkaelőtolás keletkezik. A feldolgozás befejezése után a fej gyorsan visszakerül eredeti helyzetébe (a). A csavarlyukak kombinált szerszámmal történő megmunkálásakor először normál s2 munkaelőtolással fúrják (vagy menetfúrják), majd automatikus átállást hajtanak végre alacsonyabb előtolásra, amelyben süllyesztést hajtanak végre.A fejmozgások ciklusdiagramja ebben az esetben az ábrán látható. 4, b.
A munkalöket végén a fúrt furatok közelében lévő végfelületek ellensúlyozására a szerszámot előtolás nélkül forgatják – dolgozzon kemény ütközőn (4. ábra, c). Az adagolófej egy rögzített konzolra szerelt speciális csavaron nyugszik. Az olajnyomás a hidraulikus rendszerben megemelkedik, és a nyomáskapcsoló beállításával meghatározott időkésleltetés után a fej visszatér eredeti helyzetébe.
Mély lyukak fúrásakor időnként húzza el a fúrószárat a munkadarabtól, hogy eltávolítsa a forgácsot és lehűtse. Az ennek az esetnek megfelelő teljesítményfej mozgási ciklusa az ábrán látható. 4, d) A fúrás végén a fejet a szerszámokkal visszahelyezzük eredeti helyzetébe.
Az összetett ciklusokat, amelyekben nagyszámú elektromos eszköz vagy gép vesz részt, időciklogramok formájában ábrázolják, amelyek másodpercekben (vagy percekben) mutatják a technológiai átmeneteket és a gyártási mechanizmus egyes egységeinek működését.
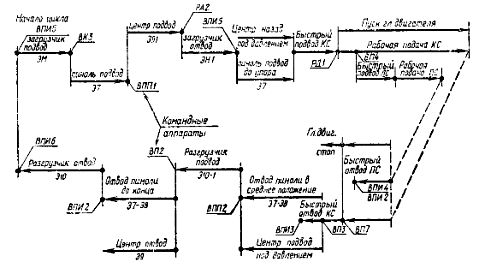
Rizs. 5. A betöltő berendezés "útközbeni" munkaciklogramja a gép tollában